- 2018-10-11 06:03:35 用爆炸焊接法制備層狀金屬復合材料的實驗
- 2018-09-25 22:39:30 鈦鋼復合板、鈦銅復合板爆炸焊接試驗

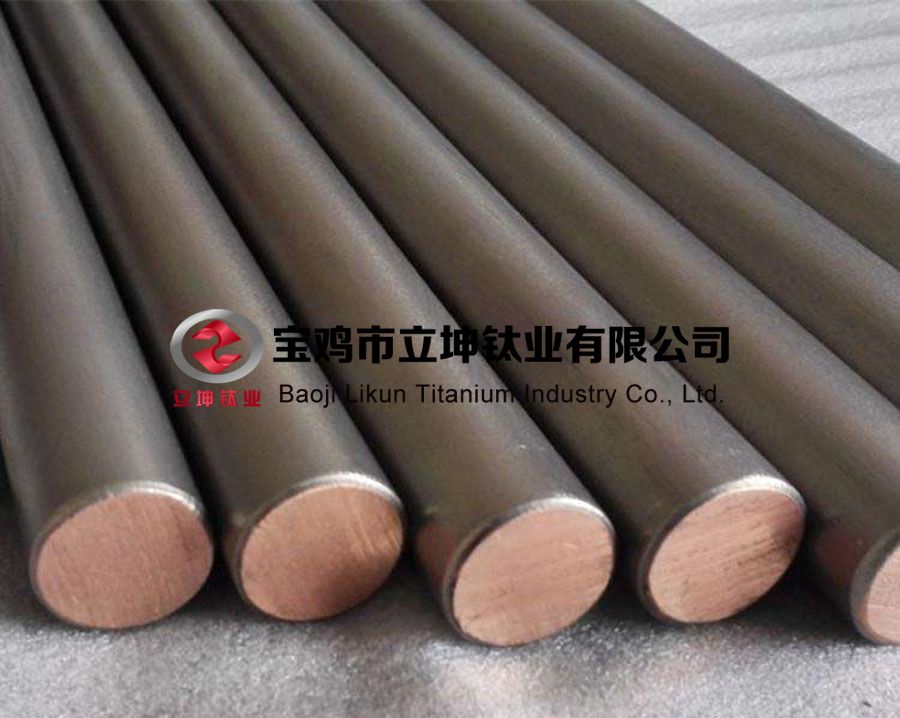
鈦銅復合棒的生產工藝有很多種,國外主要采用爆炸復合發或者鈦管套銅棒等方法。國內最初也有采用鈦管內插入銅棒,然后澆鉛連接制成導,這種復合棒材一是不易制作,二是導電性不穩定,造成槽壓上升。后來有人采用鈦管套銅棒+拉伸的方法生產復合棒。目前主要生產鈦銅復合棒的廠家采用擠壓法生產,擠壓錠坯的制作方式開始采用大直徑厚壁管坯,內部裝入圓銅棒,兩端再用鈦板封上,這種制坯方式由于銅錠和鈦管之間的間隙存在氣體,高溫下會影響復合棒的復合質量。擠壓法生產的鈦銅復合棒,因其是熱加工產品,在實際使用時,發現其抗彎曲性能較差,且表面粗糙度不好,后來對擠壓棒材加以適量的冷拉伸,一方面提高了棒材的抗彎曲性能,另一方面改善了棒材的表面粗糙度。
主要生產方法及其基本特點:
1、拉伸法
這是我國早起采用的生產方法之一。此方法的原理是通過一定的拉伸變形量而使外層鈦和內部銅棒之間產生結合。此方法的特點是工藝簡單,設備投資小,生產成本低。但缺點是,一般拉伸變形量不大,鈦銅結合緊密程度差,復合強度低;變形量過大時,由于冷作硬化以及變形不均勻的影響,造成鈦銅不易結合,甚至不結合的現象,復合棒材在使用時,對導電性能有影響。
2、擠壓或擠壓+拉伸法
擠壓法生產鈦銅復合棒是20世紀80年代初開發的一種生產技術,按擠壓錠坯制備方式分為銅棒套鈦管焊接制坯和真空澆鑄成型制坯兩種。擠壓法生產的復合棒,由于變形量大(一般變形量在95%以上)且擠壓時金屬處于三向壓應力狀態,在高壓下伴隨巨大的變形,鈦銅界面產生深度冶金結合,一般會形成較寬的復合波和復合帶,復合強度較高。特別是真空澆鑄錠坯,在復合錠的制造過程中,鈦和銅已形成冶金結合,為制造復合性能良好的復合棒材創造了非常好的基礎。
擠壓法生產鈦銅復合棒的優點是,復合棒的復合強度高,復合牢度好,在電極加工中車削螺紋時,車削速度快,進刀量大,不出現鈦銅分離;生產效率高,適合于大批量生產方式。缺點是,擠壓棒材表面粗糙度稍差,抗彎曲性能較低。
擠壓棒材再經一定量的冷拉伸后,使復合棒的抗彎曲性能得到提升,表面粗糙度也得到改善,且產品尺寸精度得到提高,取得良好的效果。很受用戶歡迎。
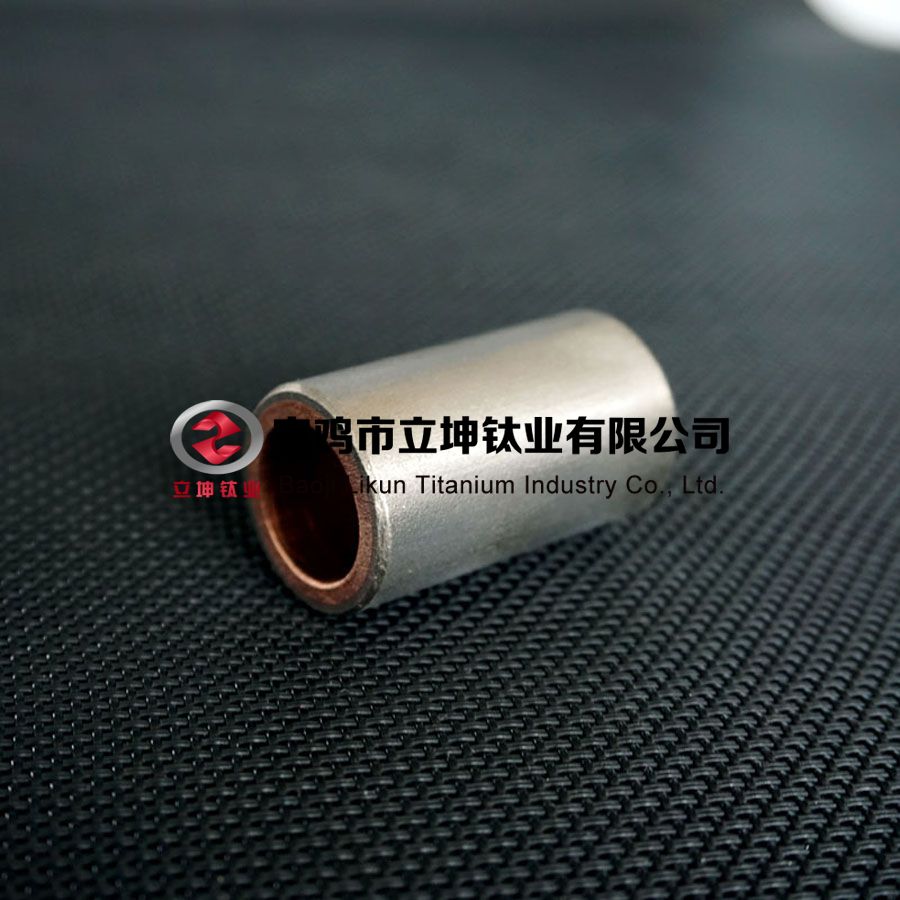
銅棒套鈦管焊接制錠:采用這種制坯方式一般所用鈦管外徑為φ85mm-φ125mm, 壁厚為6mm-7mm, 牌號為TA1或TA2,銅棒采用T2純銅。制坯時將車好的銅棒裝入管材內,然后用TIG將同牌號的鈦板與管段焊接封住兩端。用此方法生產錠坯,要求對管材內表面和銅棒表面進行徹底清理,如果表面有殘留灰塵、油污或其他外來物,將會影響擠壓時鈦和銅的良好結合,使復合性能變壞、導電性能下降。此方法的優點是工序簡單,設備投資少;缺點是焊接質量直接會影響產品質量和成材率,因為復合棒的擠壓變形量很大,特別是前應力集中,若出現虛焊或者焊接深度不夠,會在擠壓時產生脫節等質量問題。
真空澆鑄成型制坯:是采用車光的銅錠,真空下在其外表面澆鑄上鈦層。由于整個過程是在真空下進行的,所以鈦銅復合面不會受到污染。同時,外層鈦從高溫下降到室溫產生的收縮使結合面更加緊密,而且整個鈦層是一個整體,對擠壓制品不產生不良影響。一般此方法所制定的錠坯直徑約在φ200mm左右,擠壓系數大約是銅棒套鈦管焊接制錠的1倍,變形量更大,非常有利于提高復合強度和復合波寬度。缺點是設備投資大,操作復雜,過程控制要求高,同時再生產矩形和扁形復合棒時,寬厚比受到一定的影響。目前,復合棒的寬度/厚度>6時,生產有一定的難度。
擠壓法生產復合棒,對產品形狀的適應性強,較為靈活,基本不受形狀的限制,目前采用擠壓法生產的鈦銅復合棒有圓形、方形、鼓形、矩形、扁形及異形,是所有生產方法中品種最全的方法。
3、爆炸或爆炸+軋制法
爆炸法是先將銅棒裝入鈦管內,在鈦管外均勻地放上,采用引爆,使銅棒和鈦管在爆炸力的作用下形成復合。由于鈦銅復合棒斷面尺寸一般比較小,采用爆炸法生產率地下,造成成本較高,目前工業化生產中基本沒有人采用這種方法。
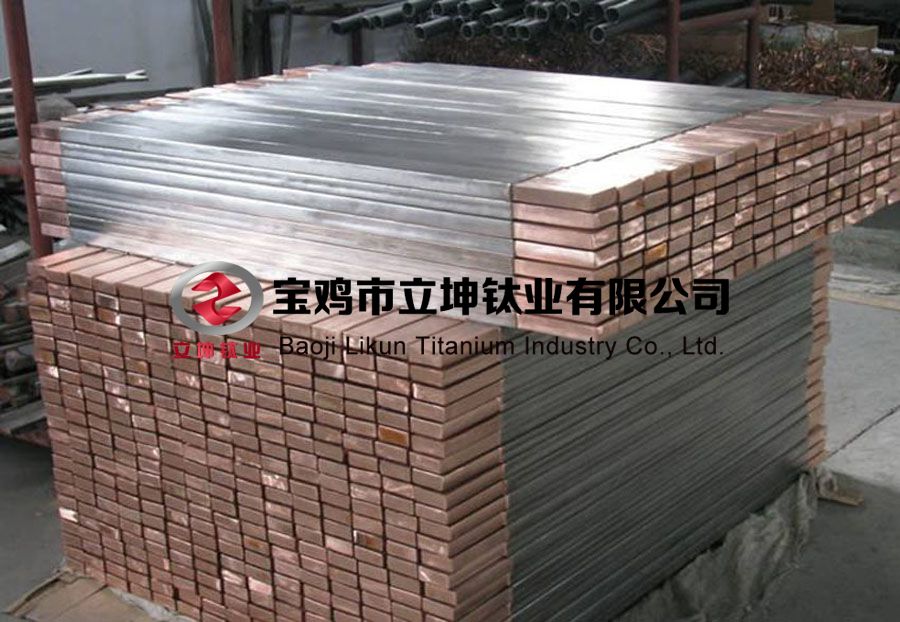
爆炸+軋制法是采用較大尺寸的鈦管和銅棒,經爆炸法制成坯料,再采用孔型軋制的方法生產成成品復合棒材。此方法相對于直接爆炸法,其優點是可提高效率、降低成本。生產出的復合棒材復合強度等指標也較好。但是由于軋制加工量不宜過大,也就是延伸系數不大,不大適用于大批量生產。同時,對于矩形復合棒,其角度不易填充。變形量控制不好可能會出現壓折或者耳子。由于采用成品熱軋方式,復合棒的抗彎曲性能要差一點,對使用有影響。目前采用該方法生產矩形和扁形棒。
bjlkty.com
立坤鈦業手機網




